ଟ୍ରୋକୋଏଡାଲ୍ ମିଲିଂ କ’ଣ?
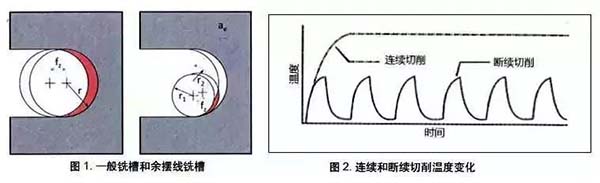
ଏଣ୍ଡ ମିଲଗୁଡିକ ମୁଖ୍ୟତ plan ବିମାନ, ଗ୍ରୀଭ୍ ଏବଂ ଜଟିଳ ପୃଷ୍ଠଗୁଡ଼ିକର ଯନ୍ତ୍ର ପାଇଁ ବ୍ୟବହୃତ ହୁଏ | ବୁଲିବା ଠାରୁ ଭିନ୍ନ, ଏହି ଅଂଶଗୁଡିକର ଗ୍ରୀଭ୍ ଏବଂ ଜଟିଳ ପୃଷ୍ଠଗୁଡ଼ିକର ପ୍ରକ୍ରିୟାକରଣରେ, ପଥ ଡିଜାଇନ୍ ଏବଂ ମିଲ୍ ଚୟନ ମଧ୍ୟ ଅତ୍ୟନ୍ତ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ | ସ୍ଲଟ୍ ମିଲିଂର ସାଧାରଣ ପଦ୍ଧତି ପରି, ଏକକାଳୀନ ପ୍ରକ୍ରିୟାକରଣର ଆର୍କ କଣ୍ଟାକ୍ଟ କୋଣ ସର୍ବାଧିକ 180 ° ରେ ପହଞ୍ଚିପାରେ, ଉତ୍ତାପ ବିସ୍ତାର ଅବସ୍ଥା ଖରାପ, ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ ତାପମାତ୍ରା ତୀବ୍ର ବୃଦ୍ଧି ପାଇଥାଏ | ଯଦିଓ, ଯଦି କଟିଙ୍ଗ୍ ପଥ ପରିବର୍ତ୍ତନ ହୁଏ ଯାହା ଦ୍ mill ାରା ମିଲିଂ କଟର ଗୋଟିଏ ପଟେ ଘୂର୍ଣ୍ଣନ କରେ ଏବଂ ଅନ୍ୟ ପଟେ ଘୂର୍ଣ୍ଣନ କରେ, କଣ୍ଟାକ୍ଟ ଆଙ୍ଗଲ୍ ଏବଂ ବିପ୍ଳବ ପ୍ରତି କଟିଙ୍ଗ ପରିମାଣ କମିଯାଏ, କଟିଙ୍ଗ ଫୋର୍ସ ଏବଂ କଟିଙ୍ଗ୍ ତାପମାତ୍ରା କମିଯାଏ ଏବଂ ଉପକରଣର ଜୀବନ ଦୀର୍ଘ ହୋଇଯାଏ | । ଏହିପରି, କାଟିବା ଏକ ଦୀର୍ଘ ସମୟ ପର୍ଯ୍ୟନ୍ତ ଜାରି ରହିପାରିବ, ଯେପରି (ଚିତ୍ର 1) କୁ ଟ୍ରୋକୋଏଡାଲ୍ ମିଲିଂ କୁହାଯାଏ |
ଏହାର ସୁବିଧା ହେଉଛି ଏହା କାଟିବାରେ ଅସୁବିଧାକୁ ହ୍ରାସ କରିଥାଏ ଏବଂ ପ୍ରକ୍ରିୟାକରଣର ଗୁଣବତ୍ତା ସୁନିଶ୍ଚିତ କରେ | କାଟିବା ପାରାମିଟରଗୁଡିକର ଯୁକ୍ତିଯୁକ୍ତ ଚୟନ ଦକ୍ଷତା ବୃଦ୍ଧି କରିପାରିବ ଏବଂ ଖର୍ଚ୍ଚ ହ୍ରାସ କରିପାରିବ, ବିଶେଷତ when ଯେତେବେଳେ ଗରମ-ପ୍ରତିରୋଧକ ଆଲୋଇ ଏବଂ ଉଚ୍ଚ-କଠିନ ସାମଗ୍ରୀ ପରି କଠିନ-ମେସିନ୍ ସାମଗ୍ରୀ ପ୍ରକ୍ରିୟାକରଣ କରେ, ଏହା ଏହାର ଭୂମିକାକୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭାବରେ ଖେଳିପାରେ, ଏବଂ ଏହାର ମହାନ ବିକାଶ ସମ୍ଭାବନା ଅଛି, ଯାହା ହୋଇପାରେ | ଶିଳ୍ପଟି ଅଧିକରୁ ଅଧିକ ଧ୍ୟାନ ଦେଇଥାଏ ଏବଂ ଟ୍ରୋକୋଏଡାଲ୍ ମିଲ୍ ପଦ୍ଧତିକୁ ବାଛେ |
 ଯାନ୍ତ୍ରିକ ସୁବିଧା |
ଯାନ୍ତ୍ରିକ ସୁବିଧା |
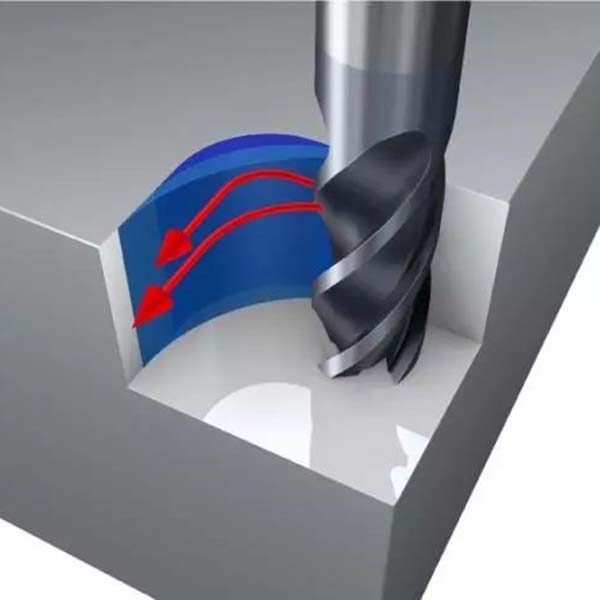
ସାଇକ୍ଲୋଏଡ୍କୁ ଟ୍ରୋକଏଡ୍ ଏବଂ ବିସ୍ତାରିତ ଏପାଇସାଇକ୍ଲୋଏଡ୍ ମଧ୍ୟ କୁହାଯାଏ, ଅର୍ଥାତ୍ ଚଳନ୍ତା ବୃତ୍ତ ବାହାରେ କିମ୍ବା ଚଳନ୍ତା ବୃତ୍ତର ଏକ ବିନ୍ଦୁର ଗତିପଥ ଯେତେବେଳେ ଚଳନ୍ତା ବୃତ୍ତ ସ୍ଲାଇଡ୍ ନକରି ଗଡ଼ିବା ପାଇଁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ସିଧା ଲାଇନକୁ ବିସ୍ତାର କରେ | ଏହାକୁ ଲମ୍ବା (କ୍ଷୁଦ୍ର) ସାଇକ୍ଲୋଏଡ୍ ମଧ୍ୟ କୁହାଯାଇପାରେ | ଟ୍ରୋକୋଏଡାଲ୍ ପ୍ରକ୍ରିୟାକରଣ ହେଉଛି, ଏକ ପାର୍ଶ୍ୱରେ ଥିବା ଆର୍କର ଏକ ଛୋଟ ଅଂଶରେ ଏକ ଅର୍ଦ୍ଧ-ଆର୍କ୍ ଗ୍ରୀଭ୍ ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ଗ୍ରୀଭ୍ ଓସାରଠାରୁ ଛୋଟ ବ୍ୟାସ ବିଶିଷ୍ଟ ଏକ ଶେଷ ମିଲ୍ ବ୍ୟବହାର କରିବା | ଏହା ବିଭିନ୍ନ ଖୋଲା ଏବଂ ଭୂପୃଷ୍ଠ ଗୁହାଳଗୁଡିକ ପ୍ରକ୍ରିୟାକରଣ କରିପାରିବ | ଏହି ଉପାୟରେ, ସିଦ୍ଧାନ୍ତରେ, ଏକ ଏଣ୍ଡ୍ ମିଲ୍ ଏହାଠାରୁ ବଡ଼ ଆକାରର କ gro ଣସି ଆକାରର ଗଭୀର ଏବଂ ପ୍ରୋଫାଇଲ୍ ପ୍ରକ୍ରିୟାକରଣ କରିପାରେ, ଏବଂ ସୁବିଧାଜନକ ଭାବରେ ଏକ ସିରିଜ୍ ମଧ୍ୟ ପ୍ରକ୍ରିୟାକରଣ କରିପାରିବ |
କମ୍ପ୍ୟୁଟର ସାଂଖ୍ୟିକ ନିୟନ୍ତ୍ରଣ ପ୍ରଯୁକ୍ତିର ବିକାଶ ଏବଂ ପ୍ରୟୋଗ ସହିତ, ନିୟନ୍ତ୍ରିତ ମିଲିଂ ପଥ, କଟିଙ୍ଗ ପାରାମିଟରର ଅପ୍ଟିମାଇଜେସନ୍ ଏବଂ ଟ୍ରୋକୋଏଡାଲ୍ ମିଲିଂର ବହୁମୁଖୀ ସମ୍ଭାବନା ବ୍ୟବହାର କରାଯାଉଛି ଏବଂ ଅଧିକରୁ ଅଧିକ ଖେଳାଯାଉଛି | ଏବଂ ଏହାକୁ ଏରୋସ୍ପେସ୍, ପରିବହନ ଉପକରଣ ଏବଂ ଉପକରଣ ଏବଂ ଛାଞ୍ଚ ଉତ୍ପାଦନ ପରି ଅଂଶ ପ୍ରକ୍ରିୟାକରଣ ଶିଳ୍ପ ଦ୍ୱାରା ବିବେଚନା କରାଯାଇଛି ଏବଂ ମୂଲ୍ୟବାନ କରାଯାଇଛି | ବିଶେଷକରି ଏରୋସ୍ପେସ୍ ଇଣ୍ଡଷ୍ଟ୍ରିରେ ସାଧାରଣତ used ବ୍ୟବହୃତ ଟାଇଟାନିୟମ୍ ଆଲୋଇ ଏବଂ ନିକେଲ୍-ଆଧାରିତ ଉତ୍ତାପ-ପ୍ରତିରୋଧକ ମିଶ୍ରିତ ଅଂଶଗୁଡ଼ିକରେ ଅନେକ କଷ୍ଟଦାୟକ ଯନ୍ତ୍ର ଗୁଣ ରହିଛି, ଏଥିରେ ଅନ୍ତର୍ଭୁକ୍ତ:
ଉଚ୍ଚ ତାପଜ ଶକ୍ତି ଏବଂ କଠିନତା କାଟିବା ଉପକରଣ ପାଇଁ ବହନ କରିବା କିମ୍ବା ବିକଳାଙ୍ଗ କରିବା କଷ୍ଟକର କରିଥାଏ;
ଉଚ୍ଚ ଶିଅର ଶକ୍ତି ବ୍ଲେଡକୁ କ୍ଷତି କରିବାକୁ ସହଜ କରିଥାଏ;
କମ୍ ଥର୍ମାଲ୍ କଣ୍ଡକ୍ଟିଭିଟି କଟିଙ୍ଗ ଅଞ୍ଚଳକୁ ଉଚ୍ଚ ଉତ୍ତାପକୁ ରପ୍ତାନି କରିବା କଷ୍ଟକର କରିଥାଏ, ଯେଉଁଠାରେ ତାପମାତ୍ରା ପ୍ରାୟତ º 1000ºC ରୁ ଅଧିକ ହୋଇଥାଏ, ଯାହା ସାଧନ ପରିଧାନକୁ ବ av ାଇଥାଏ |
ପ୍ରକ୍ରିୟାକରଣ ସମୟରେ, ସାମଗ୍ରୀ ପ୍ରାୟତ the ବ୍ଲେଡରେ eld ାଲାଯାଏ, ଫଳସ୍ୱରୂପ ବିଲ୍ଟ-ଅପ୍ ଧାର | ଖରାପ ଯନ୍ତ୍ରଯୁକ୍ତ ପୃଷ୍ଠ ଗୁଣ;
ଆଷ୍ଟେନାଇଟ୍ ମ୍ୟାଟ୍ରିକ୍ସ ସହିତ ନିକେଲ୍-ଆଧାରିତ ଉତ୍ତାପ-ପ୍ରତିରୋଧକ ମିଶ୍ରିତ ସାମଗ୍ରୀର କାର୍ଯ୍ୟ କଠିନ ଘଟଣା ଗମ୍ଭୀର ଅଟେ;
ନିକେଲ-ଆଧାରିତ ଉତ୍ତାପ-ପ୍ରତିରୋଧକ ଆଲୋଇର ମାଇକ୍ରୋସ୍ଟ୍ରଷ୍ଟ୍ରକଚରରେ ଥିବା କାର୍ବାଇଡ୍ ସାଧନର ଘୃଣ୍ୟ ପୋଷାକ ସୃଷ୍ଟି କରିବ;
ଟାଇଟାନିୟମ୍ ଆଲୋଇରେ ଉଚ୍ଚ ରାସାୟନିକ କାର୍ଯ୍ୟକଳାପ ଥାଏ, ଏବଂ ରାସାୟନିକ ପ୍ରତିକ୍ରିୟା ମଧ୍ୟ କ୍ଷତି ବ ate ାଇପାରେ |
ଟ୍ରୋକୋଏଡାଲ୍ ମିଲ୍ ଟେକ୍ନୋଲୋଜି ସାହାଯ୍ୟରେ ଏହି ଅସୁବିଧାଗୁଡ଼ିକ ନିରନ୍ତର ଏବଂ ସୁଗମ ପ୍ରକ୍ରିୟାକରଣ କରାଯାଇପାରିବ |
ସାଧନ ସାମଗ୍ରୀ, ଆବରଣ, ଜ୍ୟାମିତିକ ଆକୃତି, ଏବଂ ସଂରଚନାଗୁଡ଼ିକର କ୍ରମାଗତ ଅପ୍ଟିମାଇଜେସନ୍, ବୁଦ୍ଧିମାନ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ, ପ୍ରୋଗ୍ରାମିଂ ଟେକ୍ନୋଲୋଜି ଏବଂ ଉଚ୍ଚ-ଗତି, ଉଚ୍ଚ-ଦକ୍ଷତା ବହୁମୁଖୀ ମେସିନ୍ ଉପକରଣ, ଉଚ୍ଚ-ଗତି (HSC) ଏବଂ ଉଚ୍ଚ-ଦକ୍ଷତା | (HPC) କାଟିବା ମଧ୍ୟ ଏକ ସ୍ତରରେ ପହଞ୍ଚିଛି | ନୂତନ ଉଚ୍ଚତା | ହାଇ ସ୍ପିଡ୍ ମେସିନିଂ ମୁଖ୍ୟତ speed ଗତିର ଉନ୍ନତିକୁ ବିଚାର କରେ | ଉଚ୍ଚ-ଦକ୍ଷତା ଯନ୍ତ୍ର କେବଳ କାଟିବା ଗତିର ଉନ୍ନତି ବିଷୟରେ ବିଚାର କରିବା ଉଚିତ ନୁହେଁ, ସହାୟକ ସମୟର ହ୍ରାସକୁ ମଧ୍ୟ ବିଚାର କରିବା ଉଚିତ, ବିଭିନ୍ନ କଟିଙ୍ଗ ପାରାମିଟର ଏବଂ କଟିଙ୍ଗ ପଥକୁ ଯୁକ୍ତିଯୁକ୍ତ ଭାବରେ ବିନ୍ୟାସ କରିବା, ଏବଂ ପ୍ରକ୍ରିୟା ହ୍ରାସ କରିବା, ଯ unit ଗିକ ଯନ୍ତ୍ର କାର୍ଯ୍ୟ କରିବା, ୟୁନିଟ୍ ସମୟ ପ୍ରତି ଧାତୁ ଅପସାରଣ ହାରରେ ଉନ୍ନତି ଆଣିବା ଏବଂ ସେହି ସମୟରେ ସାଧନ ଜୀବନ ବ extend ାନ୍ତୁ ଏବଂ ମୂଲ୍ୟ ହ୍ରାସ କରନ୍ତୁ, ପରିବେଶ ସୁରକ୍ଷାକୁ ବିଚାର କରନ୍ତୁ |
ଟେକ୍ନୋଲୋଜି ଆଶା
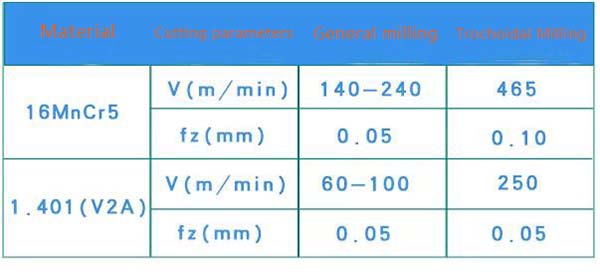
ଏରୋ-ଇଞ୍ଜିନ୍ରେ ଟ୍ରୋକୋଏଡାଲ୍ ମିଲିଂର ପ୍ରୟୋଗ ତଥ୍ୟ ଅନୁଯାୟୀ (ନିମ୍ନ ସାରଣୀରେ ଦେଖାଯାଇଥିବା ପରି), ଟାଇଟାନିୟମ୍ ଆଲୋଇ Ti6242 ପ୍ରକ୍ରିୟାକରଣ କରିବା ସମୟରେ, ୟୁନିଟ୍ ଭଲ୍ୟୁମ୍ ପ୍ରତି ଉପକରଣ କାଟିବା ମୂଲ୍ୟ ପ୍ରାୟ 50% ହ୍ରାସ କରାଯାଇପାରେ | ମାନବ-ଘଣ୍ଟା 63% ହ୍ରାସ କରାଯାଇପାରେ, ସାଧନଗୁଡ଼ିକର ସାମଗ୍ରିକ ଚାହିଦା 72% ହ୍ରାସ କରାଯାଇପାରେ ଏବଂ ଉପକରଣ ମୂଲ୍ୟ 61% ହ୍ରାସ କରାଯାଇପାରେ | X17CrNi16-2 ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ କାର୍ଯ୍ୟ ସମୟ ପ୍ରାୟ 70% ହ୍ରାସ କରାଯାଇପାରେ | ଏହି ଉତ୍ତମ ଅଭିଜ୍ଞତା ଏବଂ ସଫଳତା ହେତୁ ଉନ୍ନତ ଟ୍ରୋକୋଏଡାଲ୍ ମିଲ୍ ପଦ୍ଧତି ଅଧିକରୁ ଅଧିକ କ୍ଷେତ୍ରରେ ପ୍ରୟୋଗ କରାଯାଇଛି ଏବଂ ଏହା ମଧ୍ୟ ଧ୍ୟାନ ଗ୍ରହଣ କରିଛି ଏବଂ ମାଇକ୍ରୋ-ସଠିକତା ଯନ୍ତ୍ରର କେତେକ କ୍ଷେତ୍ରରେ ପ୍ରୟୋଗ ହେବା ଆରମ୍ଭ କରିଛି |
ପୋଷ୍ଟ ସମୟ: ଫେବୃଆରୀ -22-2023 |


